TRABAJO FUNDAMENTOS DE SISTEMAS DE LA INFORMACION
LEAN MANUFACTURING
LEAN MANUFACTURING
PRESENTADO POR:
ANGÉLICA MARÍA ROBAYO GÓMEZ (201512111)
MIGUEL ARCANGEL RIOS PULIDO (201517931)
ANDRÉS FELIPE ÁLVAREZ SUÁREZ (201515443)
LUIS ALFREDO OLIVEROS ANGARITA (201513342)
PRESENTADO A:
GERMAN ARCESIO ORTIZ BASTO

UNIVERSIDAD DE LA SABANA
FUNDAMENTOS DE SISTEMAS DE INFORMACIÓN
FACULTAD DE INGENIERÍA
INGENIERÍA INFORMÁTICA
CHÍA, 25 DE ABRIL DE 2017
CONTENIDO
INTRODUCCIÓN ------------------------------------------------------------------------------ 3
OBJETIVOS ------------------------------------------------------------------------------------- 4
OBJETIVO GENERAL -------------------------------------------------------------- 4
OBJETIVOS ESPECÍFICOS ------------------------------------------------------ 4
¿QUÉ ES Y QUÉ PROPONE?----------------------------------------------------------- 5-8
HERRAMIENTAS EMPLEADAS ------------------------------------------------------ 9-18
CASO DE LA VIDA REAL ------------------------------------------------------------- 19-21
EJEMPLO PRÁCTICO PARA IMPLEMENTAR EN CLASE------------------- 22-23
CONCLUSIONES ---------------------------------------------------------------------------- 24
BIBLIOGRAFÍA------------------------------------------------------------------------------- 25
INTRODUCCIÓN
En el presente trabajo se hablará acerca del modelo de gestión organizacional Lean Manufacturing, esta filosofía tiene origen en el sistema de producción desarrollado por Taiichi Ohno en los años 50 durante la trayectoria de la compañía Toyota. “Lo único que estamos haciendo es observar el ciclo de caja desde el momento que el cliente cursa un pedido, hasta el momento en que recogemos el dinero en efectivo,reduciendo este periodo de tiempo eliminando las pérdidas que no suponen valor añadido alguno”[1], Lean Manufacturing tiene como fin reducir, mejorar y optimizar los procesos operativos de cualquier compañia industrial, independientemente de su tamaño, para ello debemos tener en cuenta que este modelo se enfoca en los tipos de desperdicios: sobreproducción, tiempo de espera, transporte, exceso de procedimientos, inventario, movimientos, defectos, obteniendo mejoras en la calidad además de reducir los tiempos de producción y el coste. Además tendremos en cuenta los principios fundamentales de Lean Manufacturing:
- Calidad perfecta
- Minimización del desperdicio
- Mejora continua
- Procesos “Pull”
- Flexibilidad
- Construcción y mantenimiento de una relación a largo plazo con los proveedores.
Para así poder observar los beneficios y las herramientas que trae la implementación de este modelo a una organización como lo podremos ver en el caso de Nike, compañía que después de implementar Lean Manufacturing incrementó la eficiencia de sus procesos generando así el reconocimiento y alta su competitividad global actual.
“En la actualidad las organizaciones deben tener una visión mucho más amplia del mercado, donde se exploren nuevas tendencias de consumo y que se sondeen nuevas formas de llegar a un cliente quien es más participativo y exigente ofreciendo soluciones innovadoras y poco costosa en términos económicos de tiempo y de esfuerzos a realizar. La compañía debe tener una visión hacia el cliente y vivirla, también se debe adoptar una estrategia firme y clara que sea conocida por cada empleado de la compañía” [2].
OBJETIVOS
OBJETIVO GENERAL
Identificar Lean Manufacturing como estrategia y filosofía empresarial y sus herramientas para detectar y eliminar los desperdicios asociados a un proceso productivo con el fin de desarrollar procesos más ágiles, eficientes y productivos, que puedan lograr mayores niveles de competitividad.
OBJETIVOS ESPECÍFICOS
- Definir y detallar el concepto fundamental de Lean Manufacturing.
- Identificar las principales herramientas y técnicas empleadas por Lean Manufacturing para la implementación en las industrias, así como los beneficios obtenidos por su implementación.
- Analizar las características básicas y necesarias para la implementación efectiva de Lean Manufacturing en las organizaciones.
- Ejemplificar, mediante un juego/actividad el método de Lean Manufacturing para su mayor comprensión y análisis.
¿QUÉ ES Y QUÉ PROPONE LEAN-MANUFACTURING?
Lean Manufacturing es una ideología sobre cómo operar un negocio. Basándose en herramientas para la eliminación de todos los desperdicios, reduciendo el tiempo entre el pedido del cliente y el envío del producto, mejorando eficazmente la calidad y reduciendo los costos. La finalidad de esta filosofía es generar una nueva cultura basada en la comunicación y en el trabajo en equipo cuyo fin es hacer las cosas de forma más ágil, flexible y económico.
Principios Fundamentales:
1) Calidad perfecta a la primera: búsqueda de cero defectos, detección y solución de los problemas en su origen.
2) Minimización del desperdicio: eliminación de todas las actividades que no son de valor añadido y optimización del uso de los recursos escasos (capital, personal y espacio).
3) Mejora continua: reducción de costes, mejora de la calidad, aumento de la productividad.
4) Procesos “Pull”: los productos son solicitados por el cliente final, no empujados por el final de la producción.
5) Flexibilidad: producir rápidamente diferentes mezclas de gran variedad de productos, sin sacrificar la eficiencia debido a volúmenes menores de producción.
6) Construcción y mantenimiento de una relación a largo plazo con los proveedores tomando acuerdos para compartir el riesgo, los costes y la información.
FIGURA 1. MODELO LEAN-MANUFACTURING
El modelo Lean es uno de los símbolos más reconocidos de la fabricación moderna, el cual hace analogía con una casa que tiene un sistema estructural. La casa es sólida si el techo, los pilares y los cimientos son fuertes.
Techo (principios):
El techo tiene como fin perseguir los objetivos finales para los cuales debe trabajar la organización.
- La mejor calidad.
- El costo más bajo.
- Tiempo de espera más bajo.
Pilares:
- Just In Time «producir los elementos que se necesitan, en las cantidades que se necesitan, en el momento en que se necesitan»
- Jidoka, no dejar pasar nunca un defecto a la siguiente operación y liberar a la gente de las máquinas.
Cimientos:
Procesos estandarizados, estables y confiables y también el HEIJUNKA que significa nivelar la programación de la producción tanto en volumen como en variedad.
Lean Manufacturing es un sistema completo que incorpora una organización cultural en la cual se requiere alto compromiso de la dirección de la compañía que decida implementarlo.
7 + 2 Desperdicios
Valor añadido: Cuando las actividades que inciden sobre una determinada materia prima, producto o servicio tienen como único objetivo transformarlo en algo diferente por lo cual el cliente está dispuesto a comprar, esto hace que se mida la eficiencia de los procesos y además identificar los costes necesarios o innecesarios del proceso productivo.
Desperdicio o Despilfarro: es todo aquello que no añade valor al producto o no es lo suficiente fundamental para fabricarlo, aunque existen actividades que no generan valor al producto pero son imprescindibles para el proceso productivo, además es todo lo que sea distinto de los recursos mínimos absolutos de materiales, máquinas y mano de obra necesarios para agregar valor al producto.
1. Sobreproducción: Es el peor de los desperdicios consiste en producir más de lo que el cliente requiere o producir más rápido de lo necesario. Generalmente oculta problemas o defectos de producción y abre el camino para otros tipos de desperdicio.
2. Esperas: El operario espera por vigilar la máquina, material o información esto solo provoca que el flujo se detenga.
3. Movimientos innecesarios. Ya sea por búsqueda de herramientas, información materiales, etc.
4. Transporte: aunque es un elemento importante de producción, se debe procurar no transportar más allá de lo necesario.
5. Sobre-procesamiento: procesar más allá del estándar requerido por el cliente.
6. No calidad: corresponde a todos aquellos procesos necesarios para corregir errores los defectos se traducen en tiempo adicional, material, energía capacidad y costo laboral.
7. Inventario: aumentan los costes por área, administración, se puede volver obsoletos, se pierde flexibilidad del proceso.
8. Utilización del personal: no se fomentan ni se aprovechan las destrezas de los trabajadores al máximo.
9. Desperdicios al medio ambiente.
HERRAMIENTAS UTILIZADAS
- Las 5S´s: Estrategia que permite tener cada área de trabajo más limpia, más organizada y más segura, por medio de técnicas simples que permiten lograr el funcionamiento más eficiente y uniforme de las personas en los centros de trabajo.
- SEIRI (Clasificar): Etiqueta roja: elementos a eliminar (no útiles para el trabajo), luego se llevan a una zona de almacenamiento transitorio y se descartan o se usan en otra área en la que sean necesarios. Sin etiqueta: Elementos necesarios en el área de trabajo, permanecen en el área.
- SEITON (Ordenar): Etiqueta azul oscura: Ubicar cada cosa en su lugar, "un lugar para cada cosa".
- SEISO (Limpiar): Etiqueta amarilla: Permite inspeccionar los equipos constantemente, y reducir las fallas en los equipos.
- SEIKETSU (Estandarizar): Etiqueta verde: Mantener las primeras 3S´s constantemente, todo igual siempre.
- SHITSUKE (Autodisciplina): Etiqueta azul clara:Evitar que se rompan elementos ya establecidos, este es el puente entre las 5S´s y el Kaizen (mejoramiento continuo).
Beneficios:
- Mayores niveles de seguridad que implican una mayor motivación de los empleados.
- Tiempos de respuesta más corto.
- Aumenta la vida útil de equipos.
- Genera cultura organizacional.
- Reducción en las pérdidas, se reducen los defectos por falla de equipos y operarios.
2. JIT (JUSTO A TIEMPO):
Consiste en terminar de producir el artículo o la parte al momento de ser requerido por el cliente. Esto reduce los niveles de inventario considerablemente y por ende hay una reducción significativa en los costos.
Pilares:
- Igualar oferta y demanda.
- El peor enemigo: el desperdicio.
- El proceso debe ser continuo, no por lotes.
- Es primero el ser humano.
- La sobreproducción = Ineficiencia.
3. SISTEMA JALAR
Esta estrategia consiste en producir solo lo necesario, tomando el material requerido de la operación anterior, es decir mover el material entre operaciones uno por uno.
Se comienza al final de la cadena de ensamble, yendo hacia atrás hacia todos los componentes de la cadena productiva, incluyendo proveedores y vendedores. Esto indica que una orden de producción es dada por el siguiente centro de trabajo, permitiendo que no se pueda producir ningún artículo innecesariamente.
Beneficios:
- Reducción de inventario, poniendo al descubierto los problemas.
- Realizar solo lo necesario, facilitando el control.
- Se reduce el tiempo de suministro (Lead Time).
- Se libera espacio en planta.
4. KANBAN
Encargado del control de la producción y mejora de los procesos.
Tipos:
- De producción: Contiene la orden de producción.
- De transporte: utilizado cuando se traslada un producto.
- Urgente: emitido en caso de escasez de un producto.
- De emergencia: a causa de componentes defectuosos.
- De proveedores: se utiliza cuando la distancia de la planta al proveedor es considerable.
Información de la tarjeta Kanban:
- Número de componente y descripción
- Número del producto
- Cantidad requerida y lugar de almacenamiento
Reglas del Kanban:
- No se debe mandar producto defectuoso a los procesos subsecuentes
- Los procesos subsecuentes requerirán solo lo necesario
- Balancear la producción
- Estabilizar y racionalizar el proceso
5. TPM (MANTENIMIENTO PRODUCTIVO TOTAL)
Está orientado a crear un un sistema organizativo que maximiza la eficiencia de todo el sistema productivo. Ayuda a construir capacidades competitivas desde las operaciones de la empresa, gracias a la contribución de la mejora de la efectividad de los sistemas productivos, flexibilidad y capacidad de respuesta, reducción de costos operativos y conservación del "conocimiento" industrial.
El TPM tiene como propósito que los equipos operen sin averías y fallos, eliminar toda clase de pérdidas y emplear verdaderamente la capacidad industrial instalada.
TPM busca fortalecer el trabajo en equipo,creando un espacio donde cada persona pueda aportar lo mejor haciendo del sitio de trabajo un entorno creativo, seguro, productivo.
Permitiendo finalmente: "cero accidentes, cero defectos y cero fallos"
TPM busca desarrollar un sistema de mantenimiento productivo por toda la vida del equipo; Involucrar a todos los empleados, desde la alta dirección hasta los operarios de planta; Promover el TPM a través de motivación con actividades autónomas de pequeños grupos
TPM es una estrategia global de empresa, no un sistema para mantener equipos. Está orientado a mejorar la efectividad global de las operaciones, es el proceso de mantenimiento fundamentado en la utilización profunda del conocimiento que el personal posee sobre los procesos.
Beneficios:
- Mejora la calidad en el ambiente de trabajo y la moral del empleado.
- Mejor control de las operaciones.
- Creación de una cultura de responsabilidad, disciplina y respeto por las normas.
- Aprendizaje permanente.
- Creación de un ambiente donde la participación, colaboración y creatividad sea una realidad.
- Redes de comunicación eficaces.
- Incremento de la capacidad de identificación de problemas potenciales y de búsqueda de acciones preventivas y correctivas
- Eliminar pérdidas que afectan la productividad de la planta
- Mejora de la tecnología de la empresa
- Aumento de la capacidad de respuesta a los movimientos del mercado.
Pilares del TPM:
- Mejoras enfocadas (kaizen)
- Mantenimiento autónomo (jishu hozen)
- Mantenimiento progresivo o planificado (keikaku hozen)
- Educación y formación
- Mantenimiento de calidad (hinshitsu hozen)
- Mantenimiento en áreas administrativas
- Gestión de seguridad, salud y medio ambiente
- Especiales (Monotsukuri)
6. PRODUCCIÓN NIVELADA (HEIJUNKA)
La demanda del cliente del cliente debe cumplirse con la entrega requerida, pero la demanda es fluctuante, mientras que las organizaciones prefieren que la demanda sea "nivelada" o estable. En lugar de ejecutar lotes grandes de un modelo después de otro, se debe producir lotes pequeños de muchos modelos en periodos cortos de tiempo. Esto requiere tiempos de cambios más rápidos, con pequeños lotes de piezas buenas entregadas con mayor frecuencia.
7. JIDOKA
Se basa en asegurar el control de la calidad en la fuente, no permitir que pase un defecto al proceso siguiente, en contraste con los procesos tradicionales que realizan inspección al final de la línea, descartando los productos defectuosos.
FIGURA 2. MODELO JIDOKA
Existen diferentes tipos de Jidoka que dependen de las características de cada producto.
Cada miembro del equipo al descubrir un problema en su estación de trabajo deberá corregir el problema, si no puede, podrá detener la línea de producción.
Su objetivo principal es el asegurar calidad el 100% del tiempo; Prevenir averías del equipo; Usar eficazmente la mano de obra
Sistema Andon: Es el sistema utilizado para alertar de un problema en el proceso de producción, generalmente son señales visibles y/o audibles, la palabra Andon significa cuerda o ayuda.
El color en el tablero indica el tipo de problema:
- Rojo: máquina descompuesta.
- Azul: pieza defectuosa.
- Blanco: fin de lote de producción.
- Amarillo: esperando por cambio de modelo.
- Verde: falta de material,
- Sin luz: sistema operando normalmente.
Paradas automáticas: Se instalan dispositivos, sensores, mecanismos. En las operaciones que detectan alguna anormalidad, pueden aplicarse a procesos en los cuales intervienen máquinas o personas, en el caso de las personas tienen la autoridad de parar la línea de producción o activen los sistemas Andón, para alertar del problema y que acudan en su ayuda para resolver el problema de Raíz, siguiendo los siguientes pasos:
- Detectar la anomalía automáticamente.
- Parar la línea de producción.
- Encontrar la causa Raíz y eliminarla.
Separación Hombre máquina: Generalmente en las fábricas o procesos de fabricación clásica, el operario cuida de las máquinas sin necesidad mientras estas hacen su trabajo.
Control de calidad en el puesto de trabajo: cada trabajador de la línea es responsable de la calidad de su trabajo, esto evita que los defectos pasen a través de los procesos siguientes los cuales agregan costos.
8. ANÁLISIS DE CAUSA-RAÍZ:
Es en sí un esfuerzo para que el problema nunca aparezca nuevamente, el método más usado para este análisis es preguntarse 5 veces por qué?, de una forma estructurada y confirmado cada porque antes de pasar al siguiente.
9. POKA YOKE (a prueba de errores)
Un dispositivo Poka Yoke es cualquier mecanismo que ayuda a prevenir los errores antes de que sucedan, o los hace evidentes para que sean advertidos por los operarios y sean corregidos a tiempo. Poka Yoke pretende eliminar los defectos del producto, previniendo o corriendo los errores lo antes posible.
El sistema Poka Yoke exige el 100% de inspección en el proceso, de allí la retroalimentación y acción inmediata cuando ocurren los fallos.
Los efectos del Poka Yoke en la reducción de defectos va a depender en el tipo de inspección que se lleve, tales como: chequeo al inicio de la línea, auto chequeo, chequeo continuo.
Funciones reguladoras del Poka Yoke:
- Métodos de control: Apagan las máquinas o bloquean los sistemas de operación previniendo que el defecto continúe ocurriendo.
- Métodos de advertencia: Advierte al trabajador de la anormalidad ocurrida, llamando su atención con una luz o sonido.
Clasificación de los métodos Poka Yoke:
- Métodos de contacto: Es cuando un dispositivo sensa el acabado o dimensiones de la pieza.
- Método del valor fijo: Las anormalidades se detectan con la inspección de un número específico de movimientos.
- Método del paso-movimiento: Aquí las anormalidades son detectadas inspeccionando los errores en movimientos estándares donde las operaciones son realizadas con movimientos predeterminados. (este es el método más utilizado y más efectivo).
10. CAMBIO RÁPIDO DEL MODELO (SMED)
El SMED es un conjunto de técnicas que consisten en realizar las operaciones de cambio de modelo en menos de 10 minutos, útil para:
- Facilitar la producción de lotes pequeños de producción
- Rechazar la fórmula del lote económico (modelo EOQ)
- Hacer la primera pieza bien cada vez
- Alcanzar el tamaño de lote a 1.
Objetivos:
Eliminar el tiempo externo, se logra con una planificación acertada. La idea es mover el tiempo externo a funciones externas.
Estudiar los métodos de trabajo y tiempos.
Eliminar los ajustes: Los mejores ajustes son los que no se necesitan.
Beneficios:
- Producir lotes pequeños
- Reducir sustancialmente inventarios
- Productos de alta calidad (estándares óptimos)
- Reducción de costos
- Tiempos de entrega más cortos
- Mayor competitividad
- Carga más equilibrada en la producción.
11. MEJORA CONTINUA (KAIZEN)
KAI=Cambio, ZEN=Bueno. Su objetivo consiste en incrementar la productividad controlando el proceso de manufactura mediante la reducción del tiempo de ciclo, la estandarización de criterios de calidad, los métodos de trabajo por operación y la eliminación de desperdicios en cualquiera de sus formas.
Sus diez mandamientos
- El desperdicio es el enemigo número 1.
- Las mejoras graduales hechas continuamente no son una ruptura puntual
- Todo el equipo de trabajo está involucrado.
- Es una estrategia de bajo costo.
- Es aplicable en cualquier organización.
- Los problemas y/o desperdicios son visibles para todos
- Centra la atención en el lugar donde realmente se crea valor
- Se orienta a los procesos
- Prioriza a las personas, son quienes orientan los procesos
- Aprendizaje organizacional es "aprender haciendo"
Pasos para la implementación del Kaizen:
- Selección del tema de estudio
- Crear la estructura para el proyecto,
- Identificar la situación actual y formular los objetivos
- Diagnóstico del problema
- Formular un plan de acción
- Implantar mejoras
- Evaluar los resultados
Principios básicos:
- Pensar en cómo hacerlo, no en porque no puedo hacerlo.
- Abandonar las ideas fijas.
- No busques perfección apresuradamente, busca primero el 50% del objetivo.
- Si cometes un error corrígelo inmediatamente.
- Para encontrar las causas de todos tus problemas, pregúntate 5 veces ¿por qué?
- Las sabiduría de 10 personas es mejor que el conocimiento de 1.
12. CICLO DEMING (PDCA:Planear-Hacer-Verificar-Actuar)
Para llegar a una mejor calidad que satisfaga a los clientes, se debe recorrer constantemente 4 etapas, con la calidad como criterio máximo.
- Planear: estudiar la situación actual, definir el problema, analizarlo, determinar sus causas y formular el plan para el mejoramiento.
- Hacer: ejecutar el plan
- Verificar: Significa ver o confirmar si se ha producido la mejora deseada
- Actuar: Significa institucionalizar el mejoramiento como una nueva práctica para mejorarse, o sea, estandarizarse. Tan pronto como se hace un mejoramiento se convierte en un estándar que se le aplicará de nuevo el ciclo al hacer "girar" la rueda, para obtener más mejoramientos.
FIGURA 3. CICLO PDCA
13. VSM (Value Stream Management)
Es un enfoque estratégico y operativo para capturar datos, el análisis, la planificación y la implementación de cambios efectivos en los procesos de funciones necesarias para lograr una verdadera empresa.
Con el estado actual, un Estado futuro, y la acción, se conforman los tres elementos básicos de un programa de gestión del cambio.
Garantiza un enfoque de proceso con un análisis y aplicación apropiada de herramientas y técnicas de Lean, pero requiere administración para funcionar como un sistema integrado y sostenible en el largo plazo.
CASO DE LA VIDA REAL
NIKE
Nike es una de las empresas más exitosas del mundo y una de las que poseen Lean Manufacturing en sus procesos. Con más de 785 fábricas alrededor del mundo, 1 millón de trabajadores y 500.000 productos únicos.
Nike era una de las empresas que más usaba recursos y dejaba una enorme huella de carbono en el ambiente. Desde el 2004, el CEO de Nike Mark Parker comenzó a implementar el Lean Manufacturing con el fin de reducir la contaminación emitida y el tiempo de creación de los productos, además de preocuparse por cada parte de su proceso de creación.
Lo primero que hizo Nike fue preocuparse de su recurso humano, pues este es el corazón de toda operación. Para esto, Nike se centró en ayudar a sus empleados desde tres puntos fundamentales:
- Liderazgo: Los líderes de las fábricas deben tener un buen mando y utilizar el Lean para mejorar el rendimiento empresarial.
- Personas: Los trabajadores deben estar comprometidos y capacitados para dirigir el éxito empresarial a través de la mejora continua.
- Proceso: Los procesos de fabricación deben ser ágiles y predecibles en respuesta a la demanda del cliente.
FIGURA 4. Estrategia de manejo de personal de Nike según el modelo de Jeffrey Liker en su libro “Toyota Culture, the heart and soul of the Toyota Way.
Usando el modelo de manejo de personal propuesto por Jeffrey Liker de Toyota, Nike ha conseguido un cambio drástico en sus procesos, pues sus empleados se sienten a gusto con lo que hacen y quieren ayudar a la empresa a crecer. Con esto, Nike tuvo un crecimiento exponencial permitiendo expandirse a países europeos y asiáticos como Vietnam, India, Filipinas y tener un fuerte impacto en los países de América del Sur.
Después, Nike implementó altos estándares de calidad para poder escoger a los mejores socios de fabricación. Anteriormente, Nike era menos riguroso con la selección del fabricante de sus productos y se escogía en un plazo máximo de 246 días, pero con la implementación del Lean Manufacturing los criterios de selección para ser un socio fabricante son verdaderamente estrictos y se debe seleccionar en un plazo máximo de 152 días. Esto le permitió a Nike reducir su tiempo de selección en un 38% con respecto a sus anteriores selecciones, lo que significó una enorme mejora.
Figura 5. Criterios de selección de fabricante de Nike
Actualmente, en base a sus criterios de selección, Nike tiene 0 fabricantes de oro, 1 fabricante de plata, 535 fabricantes de bronce, 156 fabricantes en amarillo y 77 fabricantes en rojo, además de una excelencia alta y un sistema de auditorías para sus fabricantes con el fin de ayudar a mejorar sus procesos.
Los mayores problemas que tenía Nike y que gracias a la implementación de Lean Manufacturing son:
- Emisión de CO2: Mediante el uso de un programa de mejoramiento continuo con sus fabricantes, Nike se propuso reducir sus emisiones en un 20%. En 2013, Nike consiguió reducir sus emisiones en un 13%, lo que implica un avance considerable en sus metas.
- Reducir tóxicos: Nike decidió cambiar sus materiales de fabricación al ver que estos tenían un impacto negativo a través de su ciclo vital. Para esto, se implementaron gestores químicos y productos ecológicos para poder reducir sus toxinas.
- Acortar el uso de agua: Nike se propuso administrar el uso de agua en sus procesos para evitar el desperdicio y así ahorrar material. Su meta original era reducir el desperdicio en un 15%, pero alcanzó la cifra de 23% a finales de 2013 mediante los programas NIKE Water Program y NIKE- developed H2O.
- Reducir el desperdicio: La meta de Nike para reducir el desperdicio generado con sus procesos era del 10%, y a finales de 2013 lograron reducirla en un 11%, con lo cual sus procesos eran más ecoamigables.
Así, Nike consiguió mejorar su producción y rentabilidad en un 68% a comparación de años anteriores, consiguiendo así ser una de las mejores empresas con Lean Manufacturing en sus procesos alrededor del mundo.
EJEMPLO PRÁCTICO PARA IMPLEMENTAR EN CLASE
El molino de viento
Se trata de una simulación simple bastante sencilla para realizar utilizando sólo suministros de oficina estándar tales como hojas de papel, tijeras,clavos (chinches), y palillos.
Fase 1
- Operador 1: El operador debe doblar el papel formando un cuadrado perfecto y cortar el sobrante sin ninguna herramienta.

- Operador 2: Toma el papel cuadrado y lo dobla en sentido diagonal, donde quedará un triángulo, posteriormente lo dobla nuevamente pero esta vez por la mitad.
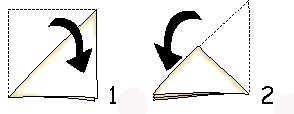
- Operador 3: Quedarán marcadas las 2 diagonales del cuadrado y deberá cortar hasta la mitad de cada diagonal partiendo de las esquinas.

- Operador 4: Este operador deberá doblar las puntas una a una hacia el centro, tenerlas todas unidas sobre el centro mientras coloca un soporte, luego coloca el chinche en el centro, de tal modo que pinche las cuatro puntas y luego se quede incrustado al palito.

Hasta este momento el proceso se ejecuta sin implementar ninguna estrategia de Lean Manufacturing, para que los participantes vean la generación de posibles cuellos de botella/ acumulación de inventarios, ya que se les suministra un inventario es ilimitado. Se observa un claro desbalance en la línea de operación dando como consecuencia un mayor desperdicio.
En la mitad de esta fase se introduce una orden especial, se mide el tiempo empleado en el proceso desde que llega la materia prima hasta la finalización de este producto por medio de un cronómetro. Se observa claramente un gran cuello de botella que genera un alto tiempo de espera por el cliente final.
Fase 2
A continuación, se introducen límites para trabajar en el proceso para reducir el inventario en el sistema.No hay cambios en los pasos de cada operador. Kanban se introduce permitiendo sólo dos puntos para el inventario. Si ambos puntos están llenos, entonces el operador anterior no debe producir. Se introducen tijeras para el operario 1 y una caja para botar los desperdicios. Se implementan embalaje para productos terminados. El enfoque principal en la Fase 2, es la introducción de Kanban para reducir el inventario y las 5S para mejorar la organización del lugar de trabajo. Pero la línea sigue siendo desequilibrada y todo el mundo estará esperando el operador 2.
Fase 3.
Se introducen, otro tipo de herramientas tales como plantillas u cortadores especializados, o se trae la materia prima ya lista es decir cortada, igualmente se eliminan algunas estaciones de trabajo, permitiendo un equilibrio acelerando el ciclo general donde toda la organización está satisfecha por el trabajo realizado!
CONCLUSIONES
- Lean Manufacturing es una filosofía, una estructura de pensamiento direccionada hacia el cambio y mejora continua de las organizaciones.
- Lean Manufacturing siempre tiene en cuenta al trabajador, es una técnica incluyente, generando una cultura organizacional.
- Las herramientas más utilizadas por Lean Manufacturing son: las líneas de trabajo flexible, el Jidoka, el TMP y las 5s.
- La motivación a nivel gerencial es muy importante ya que son estos los encargados de dirigir la organización e imponer las metas y objetivos , por lo que ellos son los que tienen que saber la importancia y necesidad en la implementación de un sistema de mejoramiento.
- La correcta implementación de Lean Manufacturing disminuye el número de operarios, de operaciones o procesos, además de disminuir los tiempos de producción sin perder la calidad de los productos, haciendo las más competitivas y eficientes.
- Son considerables los altos beneficios que trae la implementación de Lean Manufacturing en las organizaciones, ejemplo de ello son las industrias como Ford, Toyota, Nike, Kimberley-Clark Corporation, Caterpillar Inc, Intel,John Deere las cuales han abarcado la mayor parte del mercado de su industria y el reconocimiento de sus clientes por la alta calidad de sus productos desde que comenzaron a seguir la corriente de Lean Manufacturing. Esto es por lo tanto un potencial indicador para las otras industrias, las cuales si desean mejorar sus procesos, su reconocimiento, número de ventas y clientes potenciales deberían de cierto modo aplicar esta ideología. Por otro lado este conjunto de técnicas puede ser aplicado por compañías nuevas o “emprendedoras” en el mercado, permitiendo un ahorro en la restructuración de sus procesos, siendo competitivas desde el principio.
- “Ha llegado el momento en que, hay que cambiar de paradigma de generar productos y servicios a gran escala, despersonalizados y sin tener en cuenta las preferencias de los clientes, El consumidor de productos y servicios es cada vez más el protagonista que exige calidad precio y rapidez en la entrega convirtiendo en obsoletos los sistemas tradicionales de gestión”. [3]
BIBLIOGRAFÍA
[1], [2], [3] Cuatrecasas, L. (2016). Claves del lean management en tiempos de máxima competitividad(1st ed., p. 12). España: Profit.
- Cuatrecasas, L. (2016). Claves del lean management en tiempos de máxima competitividad(1st ed., p. 17-35). España: Profit.
- Conner, G. (2001). Lean manufacturing for the small shop (1st ed., pp. 2-12). United States of America: Society of Manufacturing Engineers
- Rodriguez Lago, G. (2016). DESARROLLO DE UN JUEGO DIDÁCTICO
- PARA APRENDIZAJE DE HERRAMIENTAS LEAN (Master). Universidad de Valladolid. https://uvadoc.uva.es/bitstream/10324/19408/1/TFM-P-490.pdf.
- Tomado de: Nike Sustainable Business Process FY 14-15 y http://www.shmula.com/nike-lean-manufacturing-example-good-policy-deployment/13755/
- Lean Solutions. ¿Qué es Lean Manufacturing? Recuperado 2 Abril 2017, de http://www.leansolutions.co/conceptos/lean-manufacturing/
- M. (2011, Septiembre 28). Recuperado el 20 de Abril, 2017, de https://www.youtube.com/watch?v=ujBfXF5beo0#t=11
No hay comentarios:
Publicar un comentario